联系我们
亿杰(福州)塑业有限公司
联系方式:18659371803(手机微信同号) 张经理
地址:福建省福州市晋安区鹤林家居建材广场二号楼5层528号


联系方式:18659371803(手机微信同号) 张经理
地址:福建省福州市晋安区鹤林家居建材广场二号楼5层528号
信息来源:www.yjfzsy.com | 发布时间:2020年06月03日
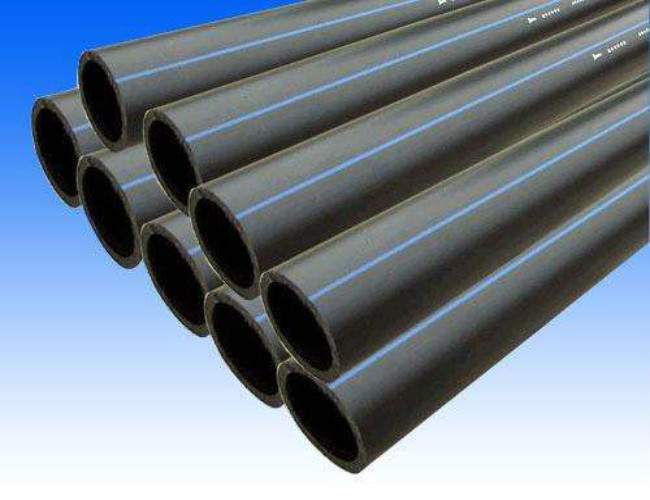
电熔连接是指福州pe给水管与电熔管件相连接,然后根据规定的参数(时间、电压等)使用专用焊机,通过pe电熔管件中嵌入的电热丝的内表面和插入端的外表面熔化,使pe给水管和管件冷却后熔化。它具有连接方便、速度快、接头质量好、外部因素干扰小等优点,但电熔管件的价格是普通PE管件的几倍至几十倍,一般适用于小口径PE给水管的连接。

下一条: HDPE给水管能承受多大的地面荷载?
| 亿杰(福州)塑业有限公司 (www.yjfzsy.com) 联系方式:18106061178 张经理 地址:福建省福州市晋安区鹤林家居建材广场二号楼5层528号 热搜产品:波纹管厂家,排水管厂家,市政管道厂家,市政排水管道厂家 备案号:闽ICP备19002184号-1 技术支持: | 产品中心 | 亿杰塑业 | 二维码  |